Виды труб PEX – характеристики и применение. Что такое трубы PEX, их виды и порядок монтажа Материал pex
В настоящее время металлическим и чугунным трубам при прокладке магистралей все чаще предпочитают пластиковые изделия. Среди полипропиленовых изделий большой популярностью пользуется труба PEX. Все особенности такого типа трубы, ее положительные свойства и порядок монтажа рассматриваются в этой статье.
Характеристики изделий РЕХ
Технология изготовления
При изготовлении продукции РЕХ используется сшитый полиэтилен. От обычного материала он отличается наличием дополнительных поперечных молекулярных связей в своей структуре. Дополнительные связи образуются в материале благодаря использованию одного из следующих методов изготовления полиэтилена:
- нагрев под высоким давлением в присутствии пероксидов. Образованный таким методом сшитый полиэтилен маркируется PE-X a;
- воздействие химического элемента силана образует материал PE-X b;
- использование заряженных электронных частиц. В результате облучения электронами получается материал Труба PE Xc.
По своим характеристикам и эксплуатационным свойствам трубы, изготовленные по любой из приведенных технологий очень схожие. Однако некоторые специалисты склоняются к мысли, что имеет труба PE Xa более высокую стойкость к воздействию температур и механических повреждений.
Достоинства
Труба сшитый полиэтилен PEX имеет улучшенные характеристики и свойства. Основные среди них:
- Высокая прочность.
- Хорошая гибкость и возможность возвращаться в изначальную форму при механических воздействиях. Благодаря эластичности изделий не появляются трещины и заломы при продолжительном физическом воздействии даже при повышенной температуре.
- Способность выдерживать максимальную рабочую температуру до плюс 95ºС при атмосферном давлении (максимальном) до 10 атмосфер.
- Наличие антикислородной защиты.
- Экологическая и бактериальная чистота благодаря очень гладкой внутренней поверхности труб. Грязь, осадок и прочие отложения не задерживаются в трубе при транспортировке рабочей среды.
- Неподверженность воздействию химических составов.
- Хорошие диэлектрические свойства, которые значительно расширяет спектр использования РЕХ продукции.
Область применения
Благодаря улучшенным характеристикам такие трубы пользуются постоянным спросом для прокладки трубопроводов:
- водоснабжения;
- для транспортировки газообразной рабочей среды;
- канализационных систем;
- систем отопления;
- устранения наледи водоотводов;
- для теплого пола;
- подачи технической воды и химической рабочей среды;
- других систем, отвечающих за жизнеобеспечение промышленных и частных объектов.
Ассортимент продукции РЕХ
Производство полиэтиленовых труб охватывает широкий диапазон типов изделий, изготовленных с применением дополнительного комбинированного материала. Так, PEX-al-PEX трубы технологически состоят из нескольких слоев:
- Внутренний слой изготовлен из сшитого полиэтилена.
- Несущий промежуточный слой выполнен с применением алюминия.
- Снаружи труба покрыта термостойким полиэтиленовым защитным слоем.
Все слои скрепляются с помощью специального клеевого материала. Основное преимущество таких труб — это низкий коэффициент линейного расширения, что очень важно для систем отопления. Кроме того, эти металлопластиковые трубы имеют следующие преимущества:

Труба PEX EVOH покрыта дополнительно специальным антикислородным покрытием. Так как в современных отопительных системах одним из требований является изоляция от попадания кислорода, причиной проникновения которого может быть эффект диффузии через стенку пластиковых труб, то такая проблема решается с применением полимерного газонепроницаемого слоя с этиленвиниловым спиртом (evoh) в своей основе.
Основное предназначение данной продукции:
- системы горячего и холодного водообеспечения;
- напольное отопление (трубы 16 мм в диаметре);
- высокотемпературное радиаторное отопление.
Выбор производителя
На рынке сегодня представлено довольно большое количество хорошей продукции, особенно хорошо себя зарекомендовали следующие торговые марки.
- Valtec. Изделия из сшитого полиэтилена этого бренда имеют антидиффузионный слой толщиной до 50,0 мкм.
- Трубы Uponor PE-Xa благодаря устойчивости к высокому давлению можно использовать в системах трубопроводов, в которых до недавнего времени применялись только металлические трубы. Кроме того, данные изделия не входят в реакцию с молекулами воды и следовательно не выделяют в нее вредные (токсичные ) вещества, не снабжают ее посторонними запахами и вкусами, то есть не влияют на ее состав. Поэтому, идеально подходят изделия для использования в качестве питьевого водоснабжения.

- Трубы из сшитого полиэтилена Sanext также соответствуют государственным стандартам и пригодны для использования во всех системах трубопроводов.
Монтаж РЕХ труб
Для монтажа изделий из сшитого полиэтилена применяются несколько типов фитингов:
- резьбовые не подлежащие разборке;
- резьбовые разборные;
- прессованные (обжимные).
Труба PE X соединяется с фитингом благодаря своему свойству возвращаться после нагревания в исходное состояние. Для монтажа необходимо:
- Отрезать трубу из сшитого полиэтилена специальными ножницами под прямым углом.
- На конец трубы ровно по ее краю надеть самообжимающее кольцо.
- С помощью экспандера (специальный расширительный инструмент) произвести расширение конца трубы в два этапа с поворачиванием изделия на 30º.

Необходимо знать, что чем ниже температура, при которой производится соединение, тем больше времени необходимо на усадку материала. В таком случае, используя строительный фен можно ускорить процесс герметизации содинения. Применять открытое пламя для нагревания труб запрещается.
Таким образом, PEX-трубы благодаря своим уникальным качествам, является оптимальным и правильным решением для прокладки трубопровода практически любого назначения. Лишенная недостатков металлических труб она позволяет значительно сэкономить финансовые ресурсы.
На сегодняшний день, к сожалению, маркетинговые ходы и рекламные уловки всё чаще влияют на различные технические решения и выбор в проект того или иного материала и оборудования. Всё чаще у проектировщиков вместо полноценного технического паспорта или каталога на оборудование на столе оказывается рекламные буклеты и брошюры, по которым он и производит подбор. То, что недопустимо писать в серьёзной технической литературе, перекочевывает на страницы таких буклетов. Зачастую маркетологи присваивают своему товару завышенные или вовсе несуществующие показатели, вводя инженеров в заблуждение. Как правило, незаурядные технические особенности оборудования в буклетах представляются как неоспоримые преимущества. И наоборот, любая техническая информация о конкурентной продукции представляется в виде существенных и неисправимых недостатков.
Все эти факторы в конечном cчете приводят к неверному выбору материалов и оборудования, что в итоге может привести к аварийной ситуации. Вина в этом случае ложится на плечи инженера-проектировщика, так как у любого производителя наряду с красочной рекламой, триумфально описывающей все прелести товара, имеются либо сноски мелким шрифтом, либо тщательно скрываемый от людского глаза технический паспорт с реальными данными. Чаще всего в рекламных брошюрах приводится информация, не противоречащая паспортным данным, но преподнесенная таким образом, что у людей создается ложное представление о реальных технических особенностях товара. Например, фразы «труба выдерживает температуру 95 ºС и давление 10 бар» и «труба выдерживает температуру теплоносителя 95 ºС при его давлении 10 бар в течение 50 лет» кардинально отличаются друг от друга. В первом случае загадана загадка: труба способна выдержать 95 ºС температуру теплоносителя и 10 бар одновременно, либо это две критические точки применения данной трубы? А самое главное – отсутствует временной показатель, то есть неизвестно, в течение какого времени трубопровод выдерживает данные параметры – пять минут, час или 50 лет?
В этой статье приведены основные маркетинговые уловки и мифы, распространяемые производителями труб из сшитого полиэтилена (PEX).
1-я группа мифов – о превосходстве одного способа сшивки над другим
Практически любой производитель труб из PEX утверждает, что именно способ сшивки их труб самый лучший, а прочие никуда не годятся. Только полиэтилен, сшитый по их методике, будет обладать повышенными прочностными характеристиками и показателями надёжности.
Для начала хотелось бы напомнить некоторые сведения о сшивке полиэтилена. Под сшивкой подразумевается создание пространственной решётки в полиэтилене высокой плотности за счёт образования объёмных поперечных связей между макромолекулами полимера. Относительное количество образующихся поперечных связей в единице объёма полиэтилена определяется показателем «степени сшивки». Степень сшивки – это отношение массы полиэтилена, охваченного трёхмерными связями к общей массе полиэтилена. Всего известно четыре промышленных способа сшивки полиэтилена, в зависимости от которых сшитый полиэтилен индексируется соответствующей литерой.
Таблица 1. Виды сшивки полиэтилена
Пероксидная сшивка (метод «a»)
Метод «a» является химическим способом сшивки полиэтилена при помощи органических пероксидов и гидропероксидов.
Органические пероксиды представляют из себя производные перекиси водорода (HOOH), в которых один или два атома водорода заменены органическими радикалами (HOOR или ROOR). Самый популярный пероксид, применяемый при производстве труб – dimethyl-2.5-di-(bytylperoxy)hexane. Пероксиды относятся к особо опасным веществам. Их получение – технологически сложный и дорогостоящий процесс.
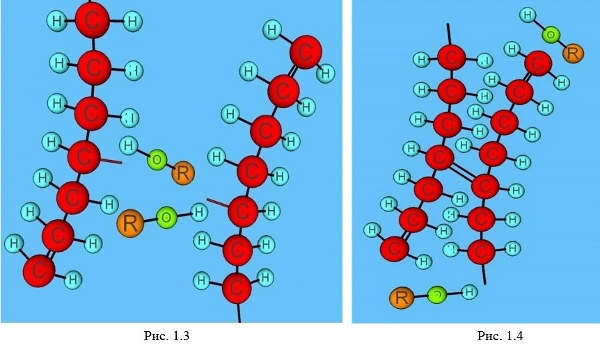
Для получения PEX по методу «а» полиэтилен перед экструдированием расплавляется вместе с антиокислителями и пероксидами (процесс Томаса Энгеля), рис. 1.1 . С повышением температуры до 180–220 ºС пероксид разлагается, образуя свободные радикалы (молекулы со свободной связью), рис. 1.2 . Радикалы пероксидов забирают у атомов полиэтилена по одному атому водорода, что приводит к образованию свободной связи у атома углерода (рис. 1.3 ). В соседних макромолекулах полиэтилена атомы углерода, имеющие свободные связи, объединяются (рис. 1.4 ). Количество межмолекулярных связей составляет 2–3 на 1000 атомов углерода. Процесс требует жесткого контроля за температурным режимом в процессе экструзии, когда происходит предварительная сшивка, и в ходе дальнейшего нагревания трубы.
Метод «а» самый дорогой. Он гарантирует полный объёмный охват массы материала воздействием пероксидов, так как они добавляются в исходный расплав. Однако этот метод требует того, чтобы сшивка была не ниже 75 % (по российским нормам – не ниже 70 %), что делает трубы из данного материала более жёсткими по сравнению с другими способами сшивки.
Силановая сшивка (метод « b »)
Метод «b» является химическим способом сшивки полиэтилена при помощи органосиланидов. Органосиланиды представляют соединения кремния с органическими радикалами. Силаниды – ядовитые вещества.
В настоящее время для производства PEX-труб по методу «b» в основном используется винилтриметаксилоксан (H 2 C=CH)Si(OR) 3 (рис. 2.1 ). При нагревании связи винильной группы разрушаются, превращая его молекулы в активные радикалы (рис. 2.2 ). Эти радикалы замещают атом водорода в макромолекулах полиэтилена (рис. 2.3 ). Затем полиэтилен обрабатывают водой либо водяным паром, органические радикалы при этом присоединяют молекулу водорода из воды и образуют стабильную гидроокись (органический спирт). Соседние радикалы полимера замыкаются через связь Si-O, формируя пространственную решётку (рис. 2.4 ). Вытеснение воды из PEX ускоряется при помощи оловянного катализатора. Процесс окончательной сшивки происходит уже в твёрдой стадии изделия.



Радиационная сшивка (метод «c»)
Метод «c» заключается в воздействии на группу C-H потоком заряженных частиц (рис. 3.1 ). Это может быть поток электронов или гамма-лучей. При таком воздействии часть связей C-H разрушается. Атомы углерода соседних макромолекул, у которых был выбит атом водорода, объединяются друг с другом (рис. 3.3 ). Облучение полиэтилена потоком частиц происходит уже после его формования, то есть в твёрдом состоянии. К недостаткам данного метода можно отнести неизбежную неравномерность сшивки.
Невозможно расположить электрод так, чтобы он был равноудалён ото всех участков облучаемого изделия. Поэтому полученная труба будет иметь неравномерную сшивку по длине и по толщине.
В качестве источника облучения чаще всего используется циклический ускоритель электронов (бетатрон), который относительно безопасен как в производстве, так и в применении готовой трубы.
Несмотря на это во многих европейских странах производство труб сшитых методом «с» запрещено.
Для удешевления процесса сшивки иногда используют в качестве источника излучения радиоактивный кобальт (Co 60). Данный метод безусловно дешевле, так как труба просто помещается в камеру с кобальтом, однако безопасность использования таких труб весьма сомнительна.

Заблуждение № 1 : «Сшивка перекидным способом (PEX-a) по прочности получаемого материала лучше прочих, потому что регламентированная минимальная степень сшивки для данного метода больше, нежели для остальных метолов. А чем больше степень сшивки PEX, тем прочнее материал»
Действительно, ГОСТ Р 52134 регламентирует различную минимальную допустимую степень сшивки труб из PEX для разных способов изготовления (табл. 1 ), и правда то, что при увеличении степени сшивки увеличивается прочность труб.
Однако сравнивать степени сшивки PEX-a, PEX-b и PEX-c недопустимо, так как образованные в результате сшивки молекулярные связи данных материалов имеют различную прочность, а следовательно даже сшитые до одной и той же степени данные виды полиэтилена будут иметь различную прочность. Энергия связи типа С-С, которая образуется в полиэтилене, сшитом методом «a» и «c» составляет порядка 630 Дж/моль, в то время как энергия связи типа Si-C, которая образуется в полиэтилене, сшитом методом «b» составляет 780 Дж/моль. На физико-химические и технические свойства влияет и взаимодействие макромолекул за счет водородных связей, возникающих в полимере вследствие наличия полярных групп и активных атомов, а также образование ассоциатов в результате взаимодействия самих поперечных связей. Это в первую очередь характерно для силанольносшитого полимера, где имеется большое число силанольных групп, способных образовывать дополнительные узлы зацепления в аморфных областях, повышающие плотность структурной сетки (которая на 30 % больше, чем при пероксидом, и в 2,5 раза – чем при радиационном сшивании) и уменьшающие деформируемость при высоких температурах.
Стендовые испытания труб из сшитых полиэтилено показывают некоторое прочностное преимущество силановой сшивки. Так, при температуре испытания 90 °C для труб диаметром 25 мм и длиной 400 мм давление разрушения труб из РЕХ-а, PEX-b и РЕХ-с составило соответственно 1,72, 2,28 и 1,55 МПа (В.С. Осипчик, Е.Д. Лебедева, «Сравнительный анализ эксплуатационных свойств сшитых различными методами полиолефинов и улучшение физико-химических характеристик силанольносшитого полиэтилена», 24 мая 2011 г.).
Таким образом, заявления о том, что PEX-a является самым прочным материалом из-за большей степени сшивки, не соответствуют действительности. Данный фактор является скорее недостатком, нежели достоинством этого метода сшивки.
Метод сшивки – это не самый важный показатель трубы при её выборе. В первую очередь следует убедиться, что полиэтилен, из которого сделана труба, действительно сшит. Некоторые производители недосшивают или вовсе не сшивают трубу, при этом указывают на ней те же характеристики что и на качественные PEX трубы.
Например, в мае 2013 г. на территории Украины были выведены из оборота трубы фирмы GROSS. Под этой маркой распространялись трубы из сшитого полиэтилена, на самих трубах была маркировка PEX (рис. 4 ), но по факту эти трубы состояли из обычного несшитого полиэтилена, стоит ли говорить об их эксплуатационных характеристиках? Есть несложный способ определить, что перед вами – сшитый полиэтилен или подделка из обычного полиэтилена. Для этого кусочек трубы нужно нагреть до температуры 150–180 ºС, обычный полиэтилен при такой температуре теряет свою форму, а сшитый за счёт межмолекулярных связей сохраняет свою форму даже при таких высоких температурах (рис. 5 ).

Рис. 4. Маркировка на трубе G ross

Рис. 5. Трубы Gross (образец 7) и VALTEC PEX-EVOH (образец 6) поле прогрева в печи в течение 30 мин при температуре 180 ºС
Заблуждение № 2: «Только полиэтилен, сшитый по методу «a», обладает свойствами температурной памяти, полиэтилены сшитые другими способами данным свойством не обладают».
Что в данном случае подразумевается под «эффектом температурной памяти»? Суть данного эффекта заключается в том, что предварительно деформированная труба после прогрева восстанавливает свою исходную форму, которую она имела до деформации. Это свойство проявляется из-за того, что при изгибе и деформации молекулярно-связанные участки сжимаются или растягиваются, при этом накапливая внутреннее напряжение. После прогрева в местах деформации упругость материала снижается. Внутренние напряжения, накопленные в процессе деформации, создают в толще «размягшего» материала усилия, направленные в сторону исходной формы трубы. Под воздействием этих усилий трубы стремится восстановиться.

Рис. 6.1. Излом трубы VALTEC PEX - EVOH (способ сшивки – PEX-b) и ее восстановление после прогрева до 100 °С

Рис. 6.2. Излом трубы из PEX-а с антидиффузионным слоем и ее восстановление после прогрева до 100 °С

Рис. 6.3. Излом трубы из PEX - c без антидиффузионного слоя и ее восстановление после прогрева до 100 °С (неокрашенный сшитый полиэтилен при высоких температурах становиться прозрачным)
На рисунках 6.1– 6.3 показано восстановление труб с различными способами сшивки после залома. При всех способах сшивки трубы восстановили свою первоначальную форму. На трубах, покрытых антидиффузионным слоем, после восстановления образовались складки. В этих местах антидиффузионный слой отслоился от слоя PEX. Это не влияет на характеристики трубы, так как рабочим слоем является слой PEX, который полностью восстановился.
Эффект памяти присущ любому сшитому полиэтилену. Отличие PEX-a в технике восстановления заключается лишь в том, что PEX-a сшивается во время экструзии, и первоначальная форма, которую стремится вернуть трубопровод, – прямая. PEX-b и PEX-с, как правило, сшиваются уже после формирования в бухты, и, соответственно, форма, к которой будут стремиться трубопроводы, – круг с радиусом, равным радиусу бухты.
Заблуждение № 3: «Сшивка методом «b» не обеспечивает требуемую гигиеничность труб, так как силаниды, применяемые при производстве данных труб, токсичны».
Действительно, кремневодороды (SiH 4 – Si 8 H 18), применяемые для получения PEX-b, крайне ядовиты. Однако кремневодороды для сшивки полиэтилена применяют только в кабельной промышленности. Для производства труб используется органосиланиды, которые тоже ядовиты, но их отличительной особенностью является то, что при сшивке они либо полностью переходят в химически связанное состояние, либо превращаются в химически нейтральный органический спирт, который вымывается при гидратации трубопроводов. На сегодняшний день самым распространённым реагентом для сшивки полиэтилена методом «b» является винилтриметаксилан (упрощенная формула: С 2 Н 4 Si (OR) 3).
Основным показателем безопасности трубопровода и фитингов является гигиенический сертификат. Только трубы и фитинги, на которые есть данный сертификат, допустимы к установке в системах питьевого водоснабжения.
Заблуждение № 4: «Только у труб PEX-a степень сшивки равномерна по всему сечению, в то время как у других труб сшивка не равномерна».
Основным преимуществом сшивки методом «а» является то, что пероксиды добавляются в расплавленный полиэтилен до его экструзии в трубу, и сшивка трубы при должном внимании к температурам и дозировкам пероксидов будет равномерна.
Когда трубопроводы из сшитого полиэтилена массово не применялись, у сшивок методом «b» и «c» действительно существовал недостаток, заключающийся в неравномерности сшивки по длине и ширине трубопровода. Однако, когда объём производства труб достиг нескольких километров в неделю, возник вопрос о повышении качества и автоматизации данных видов сшивки. Силановым методом можно равномерно сшить трубопровод, подобрав правильную дозировку реактивов, точно поддерживая температурные и временные параметры обработки трубы, а также используя катализаторы (олово).
К тому же современный метод ввода силана отличается от первоначального, если раньше силан добавлялся в расплав полиэтилена при экструзии (метод В-SIOPLAST), то сейчас, как правило, силан предварительно смешивается с пероксидом и некоторым количеством полиэтилена и только потом добавляется в экструдер (метод В-MONOSIL).
Заводы, производящие большие объёмы труб, давно методом проб и ошибок вышли на идеальную технологию сшивки, а автоматизация производства позволила получать трубы со стабильными характеристиками. Таким образом, проблема неравномерной сшивки трубопровода остаётся только у мелких, неавтоматизированных производств.
Заблуждение № 5: «PERT является одним из видов сшитого полиэтилена, и не уступает ему по характеристикам».
Термостойкий полиэтилен PERT является сравнительно новым материалом, применяемым для производства труб. В отличие от обычного полиэтилена, у которого в качестве сополимера используется бутен, в PERT сополимером является октен (октилен С 8 H 16). Молекула октена имеет протяжённую и разветвленную пространственную структуру. Образуя боковые ветви основного полимера, сополимер создаёт вокруг главной цепи область взаимопереплетённых цепочек сополимера. Эти ветви соседних макромолекул образуют пространственное сцепление не за счёт образования межатомных связей как у PEX, а за счёт сцепления и переплетения своих «ветвей»
Термоустойчивый полиэтилен обладает рядом свойств сшитого полиэтилена: стойкость к высоким температурам и ультрафиолетовым лучам. Однако данный материал не обладает долговременной стойкостью к высоким температурам и давлению, а также является менее кислотостойким, чем PEX. На рис. 7 представлены графики длительной прочности сшитого полиэтилена PEX и высокотемпературного полиэтилена PERT, взятые из ГОСТ Р 52134-2003 с изменением № 1. Как видно из графиков, сшитый полиэтилен со временем мало теряет в своей прочности, даже при высоких температурах. При этом график падения прочности прямой и легкопрогнозируемый. У PERT график имеет излом, причём при высоких температурах этот излом наступает уже через два года эксплуатации. Точка излома называется критической, при достижении этой точки материал начинает активно ускорять потерю прочности. Всё это приводит к тому, что труба, которая достигла критической точки, очень быстро выходит из строя.

Рис. 7. Эталонные кривые длительной прочности труб из PEX (слева) и PERT (справа)
К тому же из-за отсутствия связей между макромолекулами PERT не обладает свойствами температурной памяти.
Заблуждение № 6: «PEX-трубы безоговорочно можно использовать для систем радиаторного отопления».
Условия применимости пластиковых и металлопластиковых трубопроводов на территории Российской Федерации регламентируются ГОСТ 52134-2003. Так как на прочность пластиковых трубопроводов довольно ощутимо влияет время воздействия на них теплоносителя с определённой температурой, то для них установлены классы эксплуатации (табл. 2 ), которые отражают характер воздействия определённых температур на трубу в течение всего срока эксплуатации.
Таблица 2. Классы эксплуатации полимерных трубопроводов
| Класс эксплуатации | Область применения | T раб, °C | Время при T раб; лет | T макс, °C | Время при T макс, лет | T авар, °C | Время при T авар, ч |
| Горячее водоснабжение (60 °С) | |||||||
| Горячее водоснабжение (70 °С) | |||||||
| Низкотемпературное напольное отопление Высокотемпературное напольное отопление | |||||||
| Низкотемпературное отопление отопительными приборами | |||||||
| Высокотемпературное отопление отопительными приборами | |||||||
| Холодное водоснабжение |
При этом применение трубопроводов в системах отопления и водоснабжения ограничивается пунктами 5.2.1 и 5.2.4:
«5.2.1 Трубы и фитинги из термопластов следует применять в системах водоснабжения и отопления с максимальным рабочим давлением Р макс 0,4; 0,6; 0,8 и 1,0 МПа и температурными режимами, указанными в таблице 26. Установлены следующие классы эксплуатации труб и фитингов...»
«5.2.4 Могут устанавливаться другие классы эксплуатации, но значения температур должны быть не более указанных для класса 5».
Иными словами, соотношение времени влияния различных температур производитель может устанавливать любое. Но максимальную рабочую температуру нельзя задавать свыше 90 °C. В большинстве систем отопления расчётная температура теплоносителя равна 95 °C. Отсюда данных следует вывод: в старых системах PEX-трубы недопустимо использовать. И если применять данные трубы для высокотемпературного радиаторного отопления, то только в системе, которая спроектирована на максимальную рабочую температуру 90 о С.
Но почему же в большинстве рекламной продукции производителей PEX-труб указана максимальная рабочая температура 95 о С? Дело в том, что в п. 5.2.1 ГОСТ устанавливает нормы только по применению пластиковых труб, иными словами регламентирует виды систем, в которых можно применять трубы, но не сами трубопроводы, что даёт право производителям писать в технических характеристиках труб практически любую рабочую температуру.
«Разница всего лишь в 5 °C сильно не влияет на долговременную прочность трубы » – можно услышать как оправдание применения трубы. Но у трубы есть три основных параметра: температура, давление и срок службы, и если увеличивать один из параметров, то неизбежно снизятся остальные два. Таким образом, применять трубу при более высоких температурах можно, но следует учитывать тот факт, что это неизбежно вызовет сокращение срока службы. Минимально допустимый срок службы трубопроводов по СНиП 41-01-2003 составляет 25 лет, причём, если трубопроводы прокладываются скрытно в строительной конструкции, срок службы должен быть не менее 40 лет. При увеличении рабочей температуры до 95 о С срок службы трубопровода сокращается до 35–40 лет, в зависимости от толщины стенки, отсюда можно сделать вывод, что трубы при таких параметрах применения недопустимо укладывать скрытно.
Ниже представлены примеры использование недомолвок поставщиков, при указании технических характеристик:

Рабочая температура 95 ºС при давлении 0,8 МПа не может соответствовать сроку службы 50 лет. Из графика на рис. 5 видно, что максимальный срок эксплуатации трубопровода при температуре 95 ºС составляет 8 лет.
.jpg)
Указывается максимальная рабочая температура 95 ºС и срок эксплуатации 50 лет, но умалчивается, что на трубу данная температура может действовать максимум 1 год из этих 50 лет.
Заблуждение № 7: «Кислородозащитный слой трубопровода является маркетинговым ходом и никакого влияния на эксплуатационные характеристики не оказывает…»
Применение кислородозащитного слоя прежде всего обусловлено выполнением требований СНиП 41-01-2003 «Отопление, вентиляция и кондиционирование» пункта 6.4.1
«…Полимерные трубы, применяемые в системах отопления совместно с металлическими трубами (в том числе в наружных системах теплоснабжения) или с приборами и оборудованием, имеющим ограничения по содержанию растворенного кислорода в теплоносителе, должны иметь кислородопроницаемость не более 0,1 г/м сут…»
Кислородопроницаемость трубы из сшитого полиэтилена с толщиной стенки 2 мм, диаметром 16 мм при температуре воздуха 20 ºС составляет 670 г/м³·сут. Очевидно, что обычная труба из сшитого полиэтилена не удовлетворяет требованиям данного СНиПа. Требования СНиП появились не случайно, дело в том, что в системах отопления и теплоснабжения используется специально подготовленный теплоноситель. Воду в котельных либо в тепловых пунктах деаэрируют при помощи специальных установок. Всё это делается для того, чтобы предотвратить коррозию стальных и алюминиевых элементов системы, которые, так или иначе, присутствуют в любой системе.
Для понимания того пагубного эффекта, который даёт кислород в теплоносителе, поясним сам процесс коррозии стали. Сталь коррозирует как в воде, в которой растворён кислород, так и деаэрированной воде, но ход процесса несколько отличается.
В воде, не содержащей кислорода, коррозия протекает следующим образом: под воздействием воды часть атомов железа переходят в раствор, в результате чего на поверхности стали накапливается отрицательный заряд атомов железа (Fe 2+ + 2e -). В воде же из за наличия примесей образуются катионы и анионы H + и OH - . Ионы железа с отрицательным зарядом, которые перешли в раствор, соединяются с анионами водородной группы, образуя плохо растворимый в воде гидрат железа (именно это вещество придаёт бурый, ржавый цвет теплоносителю): Fe 2+ +2OH - → Fe(OH) 2 .
Водородные катионы (H +), имеющие положительны заряд, притягиваются к внутренней поверхности трубы, имеющей отрицательный заряд, образуя атомарный водород, который образует на поверхности трубы защитный слой (водородная деполяризация), уменьшающий скорость коррозии.
Как видно, коррозия стали в отсутствии кислорода носит временный характер, пока вся внутренняя поверхность трубы не покроется защитной плёнкой, и реакция не замедлится.
В случае, когда сталь соприкасается с водой, содержащей кислород, коррозия происходит иначе: содержащийся в воде кислород связывает водород, образующий защитный слой на поверхности железа (кислородная деполяризация). А двухвалентное железо подвергается окислению в трехвалентное:
4Fe(OH) 2 + H 2 О + O 2 → 4Fe(OH) 3 ,
nFe(OH) 3 + H 2 О + O 2 → xFeO·yFe 2 O 3 ·zH 2 O.
Продукты коррозии при этом не образуют плотно прилегающего к поверхности металла защитного слоя. Это обусловлено увеличением объема, которое имеет место при переходе гидроокиси железа в гидрат закиси железа, и «вспучиванием» слоя железа, подверженного коррозии. Таким образом, наличие кислорода в воде существенно ускоряет коррозию стали в воде.
Элементы, страдающие от коррозии в первую очередь, – это котлы, рабочие колёса насосов, стальные трубопроводы, краны и т.д.
Каким же образом кислород проникает через толщу полиэтилена и растворяется в воде? Этот процесс называется диффузией газов, процесс, при котором какое-либо газообразное вещество может проникнуть сквозь толщу аморфного материала за счёт разности парциальных давлений данного газа с обеих сторон вещества. Энергия, которая позволяет пропускать газ сквозь толщу пластика, возникает в результате разности парциальных давлений кислорода в воздухе и кислорода в воде. Парциальное давление кислорода в воздухе при нормальных условиях составляет 0,147 бара. Парциальное давление в абсолютно деаэрированной воде составляет 0 бар (независимо от давления теплоносителя) и растёт по мере насыщения кислородом воды.

Рис. 8. Слой EVOH трубы VALTEC PEX-EVOH при увеличении x100
Нетрудно количественно оценить, какой вред может нанести труба без кислородного барьера.
Для примера возьмём систему отопления с трубами из сшитого полиэтилена без кислородного барьера. Общая протяжённость труб c наружным диаметром 16 мм составляет 100 м. За год эксплуатации данной системы в воду попадёт:
Q = D O 2 · (d н – 2 · s ) 2 · l · z = 650 · (0,16 – 2 · 0,002) 2 · 100 · 365 = 3 416 г кислорода.
В приведенной формуле D O 2 – коэффициент кислородопроницаемости, для PEX-труб с наружным диаметром 16 мм и толщиной стенок 2 мм он равен 650 г/м 3 · сут; d н и s – наружный диаметр трубопровода и его толщина соответственно, м, l – длина трубопровода, м, z – число суток эксплуатации.
В теплоносителе кислород будет находиться виде молекул O 2 .
Массу железа, вступившего в реакцию окисления, можно вычислить, используя стехиометрический расчёт уравнений реакций окисления двухвалентного железа (2Fe + O 2 → 2FeO) и последующего окисления до трёхвалентного железа (4FeO + O 2 → 2Fe 2 O 3).
В реакции окисления двухвалентного железа его масса будет равна:
m Fe = m o2 · n Fe · M Fe /(n О 2 · M O2) = 3 416 · 2 · 56 / (1 · 32) = 11 956 г.
В этом расчете m Fe – масса двухвалентного железа, вступившего в реакцию, г, m o 2 – масса кислорода, вступившего в реакцию, г, n Fe и n О2 – количество вещества, вступившего в реакцию: (железа, Fe, – 2 моль, кислоро, =да, O 2 , – 1 моль), M Fe и M O 2 – молярная масса (Fe – 56 г/моль; O 2 – 32 г/моль).
В реакции окисления трёхвалентного железа его масса будет равна:
m Fe = m o2 · n Fe · M Fe /(n О 2 · M O2) = 3 416 · 4 · 56 / (3 · 32) = 7 970 г.
Здесь количество вещества вступившего в реакцию железа (n Fe ) составляет 4 моль, кислорода (n О2 ) – 3 моль.
Отсюда следует, что при попадании 3416 г кислорода в теплоноситель общее количество железа, подверженного коррозии, составит 11 956 г. (11,9 кг), при этом 7 970 г (7,9 кг) железа образует на стенках стали ржавый слой, а 11 956 – 7 970 = 3 986 (3,98 кг) железа останутся в двухвалентном состоянии и попадут в теплоноситель, загрязняя его. Для сравнения: если принять кислородопроницаемость трубопровода как максимально допустимую по нормам (0,1 г/м 3 · сут), то в воде раствориться 0,52 г кислорода за год, что приведёт к коррозии максимум 1,82 г железа, то есть в 6 500 раз меньше.
Конечно же, не весь кислород, попавший в трубу, провзаимодействует с железом, часть кислорода будет взаимодействовать с примесями в теплоносителе, часть может достигнуть станции деаэрации, где его вновь удалят из теплоносителя. Однако опасность присутствия кислорода в системе весьма значительна и отнюдь не преувеличена.
Иногда в публикациях встречаются фраза: «…автоматические воздухоотводчики удалят весь кислород, попавший через стенки трубопровода ». Данное утверждение не совсем верно, так как автоматический воздухоотводчик может выпустить кислород только в случае, если он выделится из теплоносителя. Выделение растворенных газов происходит только при резком снижении скорости или давления потока, что в обычных системах редко встречается. Для удаления кислорода устанавливаются специальные проточные деаэраторы, в которых происходит резкое снижение скорости и удаление выделившихся газов. На рис. 9.1 и 9.2 показаны обычный вариант установки воздухоотводчика и вариант с деаэрационной камерой. В первом случае воздухоотводчик удаляет только небольшое количество газов, скопившееся в трубопроводе, во втором – газы, которые принудительно «извлекаются» из потока за счет резкого увеличения сечения и снижения скорости.

Заблуждение № 8: «Температурное удлинение PEX труб во много раз превышает температурное удлинение остальных материалов, вследствие такого большого температурного удлинения замоноличенная труба ломает стяжку и штукатурку…»
Как и обычно, данные мифы базируются на достоверных фактах (температурное удлинение трубы из сшитого полиэтилена практически в 8 раз больше, чем металлопластиковой), но вывод сделан неправильной.
Для того чтобы узнать, произойдёт ли разрушение стяжки пола или нет, необходимо разобраться в процессах, протекающих в замоноличенной трубе.
Трубопровод, проложенный в открытую, при нагревании на определённую температуру начнёт удлиняться. Относительное удлинение трубопровода легко посчитать по формуле:
ΔL = k t · Δt · L ,
где k t – коэффициент температурного удлинения материала трубы, Δt – разница между температурой теплоносителя и температурой воздуха во время монтажа трубы; L – длина трубопровода.

Рис. 10
Но в стяжке пола труба не может удлиниться, так как её температурному расширению препятствует цементно-песчаная стяжка. В данном случае на каждую единицу удлинения трубопровода стяжка будет сжимать его на то же самое расстояние. В конечном счете трубопровод сожмётся стяжкой пола на расстояние, равное его температурному удлинению (рис. 11 ), длина его при этом не измениться. Возникает вопрос, куда же всё-таки девается лишний кусок трубы. Дело в том, что для сжатия трубы требуется определённое усилие. Удлинившийся отрезок трубы просто-напросто переходит в напряжение, которое оказывает труба на стяжку пола. И ответ на вопрос, выдержит ли стяжка температурное напряжение трубы, зависит лишь от того, какое напряжение труба окажет на стяжку.

Рис. 11
Напряжение, которое оказывает трубопровод на стяжку пола, можно оценить при помощи Закона Гука, о упругой деформации материалов. Напряжение, которое даст труба, будет равно:
N = ΔL · s · e / L ,
где s – площадь поперечного сечения стенок трубопровода, e – модуль упругости материала трубопровода, L – длина трубопровода.
Но даже если получить для конкретной трубы определённое значение напряжения, то практической пользы от этого будет мало, так как это значение необходимо сравнивать с максимально допустимым напряжением стяжки пола, и на основании этого сравнения сделать вывод о применении данной трубы. Но рассчитать максимально допустимое напряжение в стяжке довольно-таки сложно, и полученное значение, как правило, не будет точным, так как в стяжке присутствуют неровности и концентраторы напряжения и т.п.
Зато при помощи данной формулы можно сравнить трубопроводы между собой по напряжению, которое они оказывают на стяжку. Если подставить в формулу напряжения, формулу температурного удлинения то получится:
N = k t · Δt · L · s · e / L = k t · t · s · e.
Для металлопластиковой трубы диаметром 16 мм при нагреве её на 50 °C напряжение в стяжке равно:
N = 0,26 · 10 –4 · 50 · 8,7 · 10 –5 · 8 400 = 9,5 · 10–4 МПа.
N = 1,9 · 10 –4 · 50 · 8,7 · 10 –5 · 670 = 5,5 · 10 –4 МПа.
N = 0,116 · 10 –4 · 50 · 16,2 · 10 –5 · 200 000 = 187,9 · 10 –4 МПа.
Таким образом, видно, что PEX оказывает на стяжку меньшее напряжение, чем аналогичная металлопластиковая труба. Нагрузка от трубопровода на стяжку зависит не только от температурного расширения трубопровода, но и от модуля упругости, который у сшитого полиэтилена относительно низкий по сравнению с остальными типами материалов. Сталь, за счёт большого модуля упругости, несмотря на самый низкий коэффициент температурного расширения, вызывает в стяжке намного большее напряжение, нежели трубы с большим температурным расширением.
Заблуждение № 9: «Нельзя монтировать PEX-трубу при помощи пресс-фитингов, так как в процессе обеспечения герметичности не участвует свойство температурной памяти».
На сегодняшний день для соединения PEX-трубопроводов применяются два вида соединений: пресс-фитинги и фитинги с надвижной гильзой.
Для начала следует разобраться в механизме соединения пресс-фитингов:
После опрессовки пресс-инструментом фитинга наружная стальная гильза деформируется, сдавливая при этом стенку полиэтилена. Полиэтилен при этом деформируется тоже, и из-за накопленного напряжения в пространственных связях молекул полиэтилен стремится вернуться в исходную форму (память формы). Так как модуль упругости стали во много раз превышает модуль упругости сшитого полиэтилена, то деформации подвергается не гильза, а полиэтилен, который глубже заходит в проточки штуцера и уплотняет соединение. Резиновые кольца в данном случае служат для двух основных целей:
Первое кольцо (на рис. 12 слева) находится вне зоны обжатия пресс-инструмента. Оно служит для обеспечения герметичности при небольших смещениях фитинга во время эксплуатации (такие смещения могут быть вызваны температурными колебаниями). Модуль упругости EPDM (материала, из которого сделана уплотнительная резинка) во много раз меньше модуля упругости PEX, поэтому этот материал в таких случаях заполняет все пустоты, образовавшиеся в результате смещения фитинга.

Рис. 12. Обжатие трубы VALTC PEX-EVOH пресс-фитингом
Второе кольцо находится частично в зоне обжатия (на рис. 12 справа). На это кольцо постоянно действует нагрузка от стальной гильзы. Оно служит для компенсации разницы температурного расширения полиэтилена и латуни. При резком нагреве или резком охлаждении фитинга может возникнуть ситуация, когда между штуцером и стенкой трубы возникнет микронный зазор, который хоть и не приведёт к протечке, но существенно сократит срок службы соединения. Данное кольцо в этом случае заполнит образовавшийся зазор и обеспечит герметичность.
Трубы из полиэтилена сшитого методом «b» не монтируются при помощи фитингов с надвижной гильзой из-за того, что во время такого монтажа конец трубы расширяется при помощи экстрактора. Относительное удлинение при разрыве у PEX-b по сравнению с PEX-a меньше за счёт более прочных силановых связей. Поэтому процедура расширения трубопровода для PEX-b приводит к накапливанию микротрещин, сокращающих срок службы соединения.
Пресс-фитинг обеспечивает надёжную и герметичную фиксацию трубопровода в течение всего рабочего периода.
Заключение
С одной стороны использование современных материалов ведёт к удешевлению производства, ускорению монтажа, экологичности и безопасности. Все эти факторы приводят к повышению качества жизни человека. Но в то же время нездоровая конкуренция между производителями современных материалов вызывает опасение потребителей в восприятии всего нового, а также существенно затрудняет выбор того или иного материала.
Система отопления требует использования качественных и износоустойчивых материалов, что не боятся высокого давления и частых температурных перепадов. Всем выше заявленным характеристикам соответствуют полиэтиленовые трубы для отопления.
Для того чтобы придать полиэтилену гибкости, химической и механической стойкости, его сшивают электронным потоком. Существует несколько различных способов производства сшитого полиэтилена и в зависимости от технологии меняются технические характеристики материала, однако, основные достоинства и недостатки все же общие.
Достоинства сшитого полиэтилена
В отличие от обычного полиэтилена, сшитый не размягчается и не деформируется под воздействием высокой температуры. Именно это свойство позволяет использовать материал для отопления и системы теплого пола. Кроме того, сшитый полиэтилен (РЕХ) обладает такими достоинствами:
- Полное отсутствие коррозии;
- Трубы не зарастают и не заиливаются;
- Небольшой вес;
- Простота монтажа и транспортировки;
- Стойко переносит большие перепады давления и температур;
- Не трескается;
- Отличная шумоизоляция;
- Устойчивость к воздействию отрицательной температуры;
- Обладает молекулярной памятью;
- Является экологически безопасным для человека и любых других живых организмов;
- Недорогая стоимость;
- Прочность;
- Длительный срок эксплуатации (по уверению производителей он составляет порядка 50 лет).

Основные недостатки материала
Положительные качества сшитого полиэтилена сделали его незаменимым для систем отопления и теплого пола. Тем не менее, некоторые недостатки все же имеются, среди которых стоит выделить:
- Отсутствие устойчивости к воздействию ультрафиолетовых лучей;
Чтобы уменьшить разрушительное влияние ультрафиолета на сшитый полиэтилен, трубы покрывают специальным защитным лаком.
- Возможность механического повреждения, например, грызунами;
- Нет устойчивости к влиянию поверхностно-активных веществ;
- Разрушение под воздействием кислорода.
При попадании кислорода во внутренние слои трубопровода, он достаточно быстро разрушается. Именно по этой причине многие производители добавляют защитный слой от воздействия кислорода, так называемый кислородный барьер. Это снижает риск разрушений изделия, однако служит причиной увеличения его стоимости.
Конструкция и метод производства трубы РЕХ
Труба сшитый полиэтилен представляет собой многослойную конструкцию, что состоит из пяти шаров. Основные слои следующие:
- Внутренний шар сшитого полиэтилена;
- Клеевой шар;
- Кислородный барьер;
- Клеевой шар;
- Внешний шар сшитого полиэтилена.

Именно такая пятислойная конструкция обеспечивает высокую термостойкость материала, ведь он не деформируется даже при показателях переносимой жидкости вплоть до 95 °С. Вот почему РЕХ – отменный выбор для отопления и теплого пола.
Для изготовления трубопровода применяется метод эсктрузии, который состоит в выдавливании необходимой формы из расплавленного полиэтилена. После этого все трубы проходят калибровку вакуумом. Поставляются изделия в продажу в бухтах или отрезах в зависимости от диаметра.
Технические характеристики изделий
Уникальные свойства сшитого полиэтилена выдвинули его на один уровень со многими твердыми веществами. Основные характеристики материала включают:
- Температуру плавления — 200 градусов;
- Температуру горения – около 400 градусов;
- Растяжение на разрыв — 350 — 800%;
- Плотность — 940 кг на м. куб.
Трубопровод из полиэтилена, сшитого на молекулярном уровне, производится в широком диапазоне диаметра. Производители предлагают размеры от 12 до 250 мм, однако наибольшей популярностью у потребителя пользуются диаметры 16 – 25 мм.
Способы сшивки РЕХ
Существует около 15 способов сшивки полиэтилена, однако наибольшее распространение получили три из них.
На сегодняшний день востребованы методы сшивки:
- Пероксидом (PEX-a);
- Силаном (PEX-b);
- Радиационным способом (PEX-c).
Более дорогим, однако, и более качественным способом сшивки является пероксидный. Именно благодаря нему удается связать порядка 85% свободных молекул. Это позволяет материалу произведенному таким путем обладать повышенной стойкостью к механическому воздействию и иметь более высокую температуру плавления.
РЕХ-а – лучший метод производства сшитого полиэтилена, все остальные варианты являются лишь попыткой удешевить материал.
Армированный трубопровод для отопления
Одной из последних новинок на рынке материалов для отопления и теплого пола является армированная труба из сшитого полиэтилена. Она отличается еще большей прочностью и термостойкостью, чем обычный РЕХ. Главное отличие в технологии производства состоит во внедрении в стенки трубы капроновых нитей, которое происходит на этапе выдавливания формы из горячего расплавленного полиэтилена.

Способы армирования могут быть следующими:
- Капроновой нитью;
- Кевларом;
- Алюминиевой фольгой.
Армированный трубопровод выдерживает даже такие нагрузки, как давление в 30 атмосфер, не трескается при кручении или сгибании. Но и стоимость у продукции более высокая, ведь для производства необходимо дорогостоящее оборудование.
Ключевые производители сшитого полиэтилена
Сшитый полиэтилен – это наиболее удачный материал для монтажа системы отопления и теплого пола. На сегодняшний день целая группа иностранных и отечественных компаний занимается производством качественных и долговечных изделий. Ключевыми производителями являются:
- Rehau (Германия);
- Valtec (Италия);
- Uponor (Швеция);
- Tece (Германия);
- Бир Пекс (Россия).
- STOUT (Испания)
Rehau – мировой лидер в производстве труб из сшитого полиэтилена для отопления и теплого пола.

Лидирующие позиции на мировом рынке сегодня заняла компания Рехау. Именно ее продукция отменно зарекомендовала себя благодаря великолепному качеству и хорошим эксплуатационным характеристикам. Цена у продукции не самая дешевая, поэтому многие застройщики ищут для своего дома более бюджетные варианты, например, продукцию бренда STOUT.
STOUT — это профессиональное сантехническое оборудование для монтажа систем отопления и водоснабжения. Продукция производится на тех же европейских заводах, на которых заказывают свой товар другие бренды «премиум» сегмента.
На основные позиции aссортимента продукции STOUT распространяется гарантия в 5 лет. Все детали системы идеально подходят другу к другу, легки в монтаже и обслуживании, адаптированы для условий эксплуатации в России.


Разные производители используют различные способы сшивки полиэтилена: PEX-a, PEX-b, PEX-c. Лучшим способом сшивки на сегодняшний день признан пероксидный (PEX-a), именно по этой причине рекомендуется останавливать свой выбор на продукции торговых марок Rehau, Uponor и STOUT, что производится по этой технологии.
Трубу сантехническую типа PEX можно рассматривать своего рода революцией в сантехнике. Технические характеристики на трубы и на любые другие полиэтиленовые сантехнические изделия, всегда доступно . Поэтому текущей публикацией рассмотрим наиболее частые вопросы домашних мастеров-сантехников, касающиеся трубы PEX. Также обозначим главные монтажные моменты, какие требует система водоснабжения при работе с трубами этого вида.
Частная практика приобретения труб PEX и с этим материалом отмечается достаточно широким набором вопросов.
Разного рода вопросы встают перед потенциальными мастерами-сантехниками, стремящимися применять в дело сантехнические трубы своими руками.
Что волнует домашних мастеров-сантехников? Какие рекомендации помогут решить проблемы и задачи домашней сантехники? Начнём с первого — наиболее актуального вопроса.
Что лучше – труба PEX или медная?
Сантехнические трубы PEX (сшитый полиэтилен) выделяются определёнными преимуществами перед медными изделиями:
Первое . Сшитый полиэтилен как материал дешевле меди. Полудюймовая труба сшитого полиэтилена оценивается третью цены, установленной на .
Правда экономия несколько ограничивается необходимостью специального инструмента под установку фитингов. Но если выполняется постоянная работа по сантехнике, экономия налицо, когда используются трубы PEX вместо меди.
Гибкий, лёгкий, поставляемый на рынок тремя расцветками, сантехнический аксессуар на основе сшитого полиэтилена видится практичным и экономичным решением задач по строительству сетей водоснабжения
Второе . Установка фитингов на трубах сшитого полиэтилена занимает меньше времени, чем та же работа с медными изделиями.
Если, к примеру, выстраивается коллекторная «домашняя» система, установка подобна подключению садового шланга на каждый прибор — быстрая и легкая.
Даже если фитинги PEX монтируются в конвекционной магистрали и системе ответвлений, выполнять соединения удобнее и быстрее, чем паять медь.
Третье . Установленные в системе изделия PEX полностью исключают эффект коррозии, что для медных труб не гарантированно.
Если домашняя магистраль эксплуатируется на воде с повышенной кислотностью, медь с течением времени подвергается коррозии. Работа PEX никак не зависит от кислотности воды и поэтому видится практичным выбором для устройства сантехнических водопроводных сетей.
Сантехнические трубы PEX против CPVC
Если сравнивать ценники PEX и CPVC (ХПВХ) – оба продукта оцениваются примерно одинаково. Однако есть несколько других причин, по которым продукция из сшитого полиэтилена обещает стать предпочтительным выбором.
- Для сборки PEX не требуется применять . Поэтому работать допускается в закрытых помещениях и без респиратора.
- Протечка PEX менее вероятна, чем CPVC при заморозке.
- Продукт сшитого полиэтилена более гибкий и доступен в широком ассортименте.
- Трубы сшитого полиэтилена легче протаскивать через стены в ситуациях реконструкции.
Необходимость иметь специальный инструмент
Сборка допускает исполнение без специального инструмента. Для подключения достаточно использовать фиксирующие или компрессионные фитинги. Правда такой вариант обходится слишком дорого, когда выстраиваются крупные проекты.
 Инструмент специальный механический, предназначенный для исполнения монтажных (сборочных) работ, связанных с протяжкой трубопроводов сшитого полиэтилена и установкой фитингов
Инструмент специальный механический, предназначенный для исполнения монтажных (сборочных) работ, связанных с протяжкой трубопроводов сшитого полиэтилена и установкой фитингов
Практичнее всё-таки в большинстве случаев оснащения зданий сантехникой применять специальный инструмент под монтаж, сборку и подключение трубопроводов PEX. Существует несколько способов сборки узлов крепления. Из них два следует считать наиболее доступными и практичными для использования:
- Обжимные кольца.
- Стягивающие зажимы.
Первые аксессуары – металлические обжимные кольца (обычно медные). Такое кольцо надевается на тело трубы, после чего выполняется насадка трубы на отвод фитинга. Затем кольцо сжимается с помощью специального обжимного пресса.
Недостаток методики обжимного кольца – необходимость приобретения инструмента-пресса с «губками» под разный диаметр. Этой необходимостью увеличиваются общие затраты на сантехнику. Комбинированный комплект, включающий сменные обжимающие «губки» продаётся примерно за 6000 руб.
 Кольца (зажимы) обжимные, применяемые под фиксацию полипропиленовой трубы на отводе фитинга. Слева направо по порядку: зажим типа «cinch clamp», зажим типа «crimp ring pro», зажим типа «cooper crimp ring»
Кольца (зажимы) обжимные, применяемые под фиксацию полипропиленовой трубы на отводе фитинга. Слева направо по порядку: зажим типа «cinch clamp», зажим типа «crimp ring pro», зажим типа «cooper crimp ring»
Стягивающие зажимы показали лучший результат сборки, чем традиционные ленточные зажимы, хорошо знакомые многим сантехникам.
Стяжка выполняется простым воздействием через зажимной рычаг инструмента на выступающий язычок кольца-зажима. Одним инструментом можно прессовать все размеры стягивающих зажимов. Цена инструмента от 2000 руб.
Как соединить фитинг к рабочей трубе PEX?
Существует несколько методов подключения. Самый простой метод — отрезать участок трубы и просто насадить фитинг. На такое подключение способен фитинг «SharkBite» — инновационный сантехнический аксессуар.
Технология не требует пайки или сварки. Единственное ограничение – невозможно поставить подобные соединения в стене или в потолочной конструкции.
 Пример создания узла соединения трубы PEX с медным трубопроводом через фитинг, подходящий под фиксацию с помощью зажима типа «cinch clamp». Аналогичным способом создаются узлы с фиксацией другими зажимами
Пример создания узла соединения трубы PEX с медным трубопроводом через фитинг, подходящий под фиксацию с помощью зажима типа «cinch clamp». Аналогичным способом создаются узлы с фиксацией другими зажимами
Другим (традиционным) методом является, к примеру, установка медного тройника пайкой с внедрением адаптера (переходника). Затем к переходнику подводится труба подачи PEX и закрепляется любым удобным способом.
Также допускается использовать тройник для соединения фитингов PEX с CPVC. Достаточно лишь подобрать совместимый фитинг.
Можно ли использовать PEX для манифольды?
Допустимо, но нецелесообразно и не практично в бытовой практике устройства сети большого жилого дома. При таком решении потребуется использовать значительное число фитингов, соответственно преимущества экономичности метода утрачиваются.
Если же решено сделать нечто подобное, следует учесть: на домашней водопроводной системе манифольды обычно ставят в подсобном или другом помещении, близко расположенном к основной линии воды и водонагревателю. Крепёж делается на каждой отдельно взятой трубе подачи PEX.
 Пример создания домашней манифольды на основе меди, где в качестве подводящих и отводных распределительных трубопроводов используется сшитый полиэтилен
Пример создания домашней манифольды на основе меди, где в качестве подводящих и отводных распределительных трубопроводов используется сшитый полиэтилен
Манифольды выглядят громоздкими системами, но по факту упрощают прокладку сантехники, снижают риски возможных утечек. К тому же исключается необходимость в тройниках и других фитингах, которые зачастую приходится ставить между основной линией питания и сантехническим приспособлением.
Какое различие в трубах определяет цвет?
Классическое исполнение труб поддерживает три наиболее распространённых цветовых решения:
- красные,
- синие,
- белые.
Различия с технической точки зрения, определяемые цветом трубы, как таковые не существуют. По сути, цветовая гамма, указанная выше, сделана исключительно для удобства пользователя на монтаже.
Когда трубопроводы выполнены по функциональности в соответствии с расцветкой (красный – горячая, синий – холодная), удобнее обслуживать водопроводную систему.
 Хаотичное размещение большого количества трубопроводов не будет проблемой для контроля и обслуживания, если используются разноцветные трубы PEX под конкретную цепь водоснабжения
Хаотичное размещение большого количества трубопроводов не будет проблемой для контроля и обслуживания, если используются разноцветные трубы PEX под конкретную цепь водоснабжения
Практически – вполне допустимо использовать одноцветную трубу (белую) для устройства, как линий горячего водоснабжения, так и линий холодного водоснабжения. Однако существует ещё классификация технического толка (A, B, C). В зависимости от класса немного изменяются свойства продукта.
Так, к примеру, PEX класса «A» обладают лучшей гибкостью по сравнению с двумя другими. Правда, по мнению профессиональных сантехников, разница невелика. В принципе, для домашнего водоснабжения допустимо использовать любой класс из трёх.
Разрушается ли PEX от замерзания воды?
Практика показывает, что в большинстве случаев труба не разрушается. Производители на этот счёт умалчивают. Многие отчёты с мест общественной эксплуатации показывают: PEX выдерживают разрушение от замерзания воды при — 15ºC.
Тем не менее, защищать трубу от размораживания необходимо в любом случае, даже учитывая, что за счёт выраженных свойств расширения и сжатия, изделия PEX менее , чем металлические трубопроводы.
Труба PEX — создание обжимного соединения
Процесс установки методом обжатия следует рассматривать однотипным, как для трубопроводов PEX с кислородным барьером, так и для трубопроводов без кислородного барьера. Метод обжатия, описанный ниже, подходит всем типам (A, B, C) трубных изделий PEX, независимо от марки или цвета. Как правило, обжимные фитинги и обжимные кольца доступны в размерах: 3/8″, 1/2″, 5/8″, 3/4″, 1″и 1-1/4″.
 Таким выглядит полностью исполненное и завершённое сопряжение фитинг-труба PEX, когда применяется обжимное медное кольцо
Таким выглядит полностью исполненное и завершённое сопряжение фитинг-труба PEX, когда применяется обжимное медное кольцо
Методика обжимного соединения особенно популярна среди непрофессиональных сантехников, кто делает систему своими руками. Никакой другой метод подключения не даёт «кустарному» производству сантехники такой возможности.
Для фитингов PEX поточного или резьбового типа переходная часть всегда должна быть подключена изначально и охлаждена до нормальной температуры окружающей среды. Инструкция ниже даётся для ознакомительных целей. Более точный инструктаж пошаговой установки даёт руководство производителя.
Пошаговый процесс обжима фитинга
Чтобы сделать соединение PEX методом обжатия, сантехнику потребуется следующее:
- Обжимные фитинги (латунь или полипекс).
- Обжимные кольца (медь).
- Обжимной инструмент.
- Резак.
Шаг #1 – Рез трубы под соединение
Отрезать небольшую часть трубы с таким расчётом, чтобы обеспечить ровный и перпендикулярный срез. Для точного реза следует расположить резак точно под угол 90º относительно оси трубы.
 Процесс реза имеет значение для процедуры организации соединения, так как оказывает влияние на качественный показатель
Процесс реза имеет значение для процедуры организации соединения, так как оказывает влияние на качественный показатель
Шаг #2 – Подготовка обжимного кольца
Надеть на тело трубы и сдвинуть обжимное кольцо (медь) по трубе края обреза примерно на 50 мм.
Шаг #3 – Вставка фитинга
Внедрить фитинг внутрь трубы PEX с таким расчётом, чтобы буртик латунного (полимерного) фитинга упёрся в торец среза.
 Технология допускает использование не только латунных фитингов, но также сделанных на основе полимерного материала
Технология допускает использование не только латунных фитингов, но также сделанных на основе полимерного материала
Шаг #4 Установка кольца по месту обжима
Сдвинуть ближе к краю и установить обжимное кольцо на трубе PEX не далее 3 – 6 мм от линии среза. При таком расположении обжимное кольцо находится точно над областью патрубка фитинга, оснащённого специальными гранями-зубцами.
Шаг #5 Применение обжимного инструмента
Взять обжимной инструмент и раздвинуть рабочие губки. Губками обжимного инструмента обхватить медное кольцо точно под угол 90º относительно оси трубы PEX. Убедиться, что губки инструмента центрированы по обжимному кольцу и не сместили кольцо с места. Сжать рукоятки инструмента до упора.
 Обжимной инструмент следует применять с учётом точной центровки по всем направлениям, чтобы получить качественный обжим кольца
Обжимной инструмент следует применять с учётом точной центровки по всем направлениям, чтобы получить качественный обжим кольца
На этом процедура создания обжимного сопряжения завершается.
Шаг #6 Проверка обжимного соединения
Однако следует проверить корректность обжима кольца. Для тестирования существует специальный калибровочный аксессуар – накладка.
 Тестирование выполненного обжима проводят при помощи специального аксессуара, своего рода калибратора
Тестирование выполненного обжима проводят при помощи специального аксессуара, своего рода калибратора
При условии свободного «одевания» накладки на кольцо, обжим считается выполненным корректно. В противном случае придётся соединение демонтировать и проделать всю процедуру заново. Технология обжима позволяет делать реконструкцию.
Как устранить (исправить) дефектный обжим
Если выполненное обжимное соединение не тестируется контрольной накладкой, или процедура в принципе проведена неправильно, для удаления обжимного кольца следует использовать инструмент дефрагментатор. Пошаговая процедура устранения с трубы PEX дефектного обжимного соединения должна быть описана так:
Шаг #1 – Применение режущего инструмента
Используя режущий инструмент, отрезать часть трубы с фитингом. Рекомендуется делать обрезку максимально близко к торцевой части патрубка фитинга, стараясь при этом не повредить сам фитинг или резак.
 Отрез дефектного соединения желательно делать почти по уровню грани втулки фитинга. Но действовать следует осторожно
Отрез дефектного соединения желательно делать почти по уровню грани втулки фитинга. Но действовать следует осторожно
Шаг #2 – Настройка инструмента дефрагментации
Открыть рабочие губки дефрагментатора. Некоторые дефрагментаторы (например, «Everhot PXT3101») имеют ручку быстрого переключения под выбор размера трубы PEX. Для модели «PXT3101» позиция «-» составляет 1/2 дюйма, позиция «+ -» составляет 3/4″ и 1″, соответственно. Инструмент имеет две рабочих губки, – одна из которых предназначена для резки кольца (плоская и острая), другая для поддержки фитинга изнутри (овальная).
 Дефрагментатор обычно имеет механизм настройки под работу с разными диаметрами труб PEX
Дефрагментатор обычно имеет механизм настройки под работу с разными диаметрами труб PEX
Шаг #3 – Разрезание обжимного кольца
Вставить инструмент дефрагментации второй (овальной) губкой внутрь отрезанной части трубы. Сжать рукоятки дефрагментатора до упора, разрезая созданным усилием медное обжимное кольцо. При необходимости можно повернуть деталь на 180 градусов и повторить процесс. Обжимное кольцо будет разрезано с двух сторон, что упростит удаление вручную.
 Медное обжимное кольцо рекомендуется резать с двух противоположных сторон. Такой рез позволит легче демонтировать фитинг
Медное обжимное кольцо рекомендуется резать с двух противоположных сторон. Такой рез позволит легче демонтировать фитинг
Оставшаяся на фитинге часть трубы PEX легко удаляется, при этом латунный фитинг остаётся неповрежденным, вполне пригодным для повторного использования.
Заключительный штрих
Конечно же, охватить все вопросы относительно эксплуатации и обслуживания сшитого полиэтилена невозможно одной краткой публикацией. Однако тема будет продолжаться, а потому рекомендуем чаще заглядывать в раздел сайта « «.
В последние годы все большую популярность на строительном рынке завоевывают трубы из сшитого полиэтилена. Они легко могут заменить привычные всем, стальные коммуникации. Этот материал обладает большим сроком эксплуатации, является безопасным, выдерживает большие нагрузки. Сшитый полиэтилен это инновационное изделие с уникальными свойствами.
При определенном воздействии на простой полиэтилен можно запустить некоторые изменения в атомах водорода, при которых возникают новые связи между атомами углерода. Этот процесс получения новых дополнительных углеродных связей и называют сшивкой. Высокие преимущества поперечно сшитого полиэтилена, достигнутые путем усиленных совместных разработок ученых и производственников, выражаются в следующем:
- длительный срок эксплуатации, до 50 лет;
- повышенная прочность и гибкость;
- восстановление формы после повреждения;
- возможность для использования в ;
- применение в сборке отопительной системы и водопроводов.
Межмолекулярные связи: слева — обычного полиэтилена, справа — сшитого
Так же полиэтилен сшитый обладает противопожарными качествами, у него отличная теплоустойчивость к очень высоким температурам. И, напротив, ввиду повышенной мягкости сшитого полиэтилена, изделия легко выдерживают увеличение застывшей в них воды. Для владельцев загородных домов, дач трубопровод из сшитого полиэтилена это идеальный вариант. Все основные требования будут соответствовать стандартам:
- поддерживание необходимого давления;
- сохранение режима по температуре;
- большой срок эксплуатации, без каких-либо аварий.
Свойства и характеристики труб PEX
При изготовлении сшитого полиэтилена, на него непосредственно воздействуют разными способами и веществами. В связи с этим уровень крепости сшивки труб меняется и различается. Большой показатель доходит до 85%. Метод сшивки имеет важное значение, ведь в зависимости от него изменяется количество образованных дополнительных связей. Различаю четыре метода сшивки.
Готовый продукт получил название PEX. Название очень просто расшифровывается: первые две буквы обозначают «полиэтилен», а последняя буква – символ обозначающий сшивку. Сейчас лидером по изготовлению сшитого полиэтилена считается , и в нашей стране ее изделия пользуются спросом.
PEX труба преимущественно состоит из трех слоев:
- внутренний первый слой – сшитый полиэтилен;
- наружный – кислородный барьер из этиленвинигликоля (EVON)
- соединительный слой – клей.

Важно! Существуют и трубы из пяти слоев. Их состав дополняется на дополнительные клеящий слой и сшитый полиэтилен.
Многослойность труб объясняется неустойчивостью вещества к УФ лучам, а также способностью пропускать кислород. И то и другое способствует быстрому износу.
Технические характеристики:
- минимальный поперечник до 16 мм;
- крайняя высокая температура при эксплуатации в отопительных конструкциях 90 -95 0 С;
- стенка изделия до 2 мм;
- масса погонного метра до 110 г;
- теплопроводность до 0,39 Вт/мк., а плотность 940 кг/м3;
- объем жидкости, содержащейся в коммуникации до 114 мл;
- эксплуатация трубопровода, при нагреве до +75 0 С гарантирована до 50 лет, а при критической температуре 95 ºс и сильном давлении, этот срок сокращается до 15 лет;
- устойчив к растворителям;
- с помощью специальных фитингов, конструкции можно сооружать в любом направлении и конфигурации.
Важно! Процесс изготовления сшивки происходит при действии потока электронов. В результате возникает соединение свободных ответвлений с очень крепкими боковыми связями между атомами. Получается форма кристаллической решетки из более крепких, твердых материалов.
Где используются трубы из сшитого полиэтилена
Трубы из сшитого полиэтилена для водоснабжения, благодаря своим особенным возможностям, повсеместно и часто применяют для сборки трубопроводов:
- утепленный водяной пол;
- горячее и холодное водоснабжение;
- отопительные системы.
Данный выбор будет уместен для комплектации и замены трубопровода жилых квартир, загородных домов, дач, офисов, организаций.
В больших промышленных масштабах применение трубы Рех не выгодно, по одной простой причине, что изделия с большим диаметром из сшитого полиэтилена будут стоить очень дорого. А стандартные диаметры выпускаемых изделий не широкий — не более 250 мм., он не справится с усиленными нагрузками.
Классификация по методу сшивки
Для создания дополнительных устойчивых связей в молекулах полиэтилена, используют четыре метода сшивки. Их классифицируют по буквам: А, В, С и D. Из этих четырех методов самым качественным способом производства считается PEX A. Но из-за его высокой цены многие отдают предпочтение сшитому полиэтилену с маркировкой Рех В.
PEX A
Трубы маркируются PEX A, когда полиэтилен сшивают нагревая с добавлением пероксидов. Плотность сшивки здесь самая максимальная до 75%. Изделия обладают следующими положительными характеристиками:
- наибольшая гибкость среди других аналогов;
- присутствие «эффекта памяти», после размотки принимает свое правильное положение;
- заломы, перегибы восстанавливаются при нагреве строительным феном;
PEX A имеет и минусы:
- высокая цена, из-за дорогой технологией;
- в эксплуатационный период из трубопровода происходит вымывание некоторых химических элементов, и больше по количеству в сравнении с другими группами PEX.
PEX B
При следующем методе PEX В сшивка силаном, проводится в два шага. Органические силаниды добавляют в сырье и получают трубу еще недосшитую. Затем изделие гидратируют, получается сшивка плотностью до 65%. Это чуть ниже первого метода. Характеристики этой сшивки следующие:
- высокая надежность, крепость связей выше, чем у PEX A;
- доступная цена;
- устойчивость к окислению;
- высокие показатели давления.

В этом варианте тоже имеются свои минусы:
- продукция относительно жесткая, ее нелегко согнуть;
- «эффект памяти» отсутствует – на восстановление формы потребуется время;
- при заломах нужно использовать специальные муфты.
PEX C
При маркировке PEX С сшивка проводится радиационная. На материал действуют гамма-лучами или электронами. В данном случае ровность сшивки полностью зависит от положения электрода по отношению к самой трубе. Максимум достижения плотности при таком методе 60%. Характеристики следующие:
- у изделий удовлетворительная гибкость, она лучше, чем у PEX В;
- присутствует молекулярная память;
Недостатки следующие:
- на трубопроводе могут появиться трещины, заломы, которые исправляются, как у PEX муфтами;
- в нашей стране данная категория не популярна.
PEX D
Азотная сшивка маркируется как PEX D. Метод основан на обработке самого полиэтилена азотными соединениями. Сшивка получается средняя до 60%. Трубы с такой маркировкой уступают по качеству аналогичным товарам. Сейчас этой технологией практически не пользуются.
Преимущества и недостатки PEX труб
Если подытожить все перечисленное выше, то можно выделить основные плюсы и минусы Рех труб. Преимущества следующие:
- Отличная износостойкость, прочность и эластичность.
- Длительность работы до 50 лет – при соблюдении всех инструкций по эксплуатации.
- Большой температурный диапазон для эксплуатации: от -50 0 С до +120 0 С. Плавление начинается при нагреве от +150 0 С.
- Хорошая устойчивость к изменениям давления – до 10 атм.
- Высокие показатели эластичности в среднем.
- Прекрасная стойкость к хим веществам, плесени, коррозии, щелочи.
- В отличие от металла не дает развития наростов на стенках трубы – отличные гидравлические данные.
- Изделия с маркировкой Рех А, Рех В не выделяют токсинов.
- Присутствует молекулярная память, позволяющая материалу восстанавливать первоначальную форму.
- Шумопоглащение дает дополнительные удобства, комфорт.
- Легкий вес, несложный монтаж.

Недостатки Рех труб:
- При транспортировке нужна повышенная осторожность, чтобы не нарушить анти диффузный защитный слой.
- Присутствует чувствительность к долгому влиянию солнечного света. Трубопровод рекомендуется скрывать от УФ лучей.
- Нельзя назвать трубы данной категории универсальными, так как они выпускаются ограниченным составом по диаметру.
- Пропуск кислорода, приводит к коррозии на металлических элементах.
- Вода с повышенной минерализацией может способствовать образованию наростов внутри трубы, необходимы магистральные фильтры.
- На фиксацию трубы необходимо уделить больше времени.
Выбор труб из сшитого полиэтилена, на что обратить внимание
Выбирая трубы надо смотреть на маркировку, соответствие их для данной конкретной эксплуатации:
- изделия продаются специальными бухтами по 50 — 200 метров;
- трубы с диаметром до 4 см имеют размеры до 12 метров;
- тип сшивки полиэтилена;
- данные по давлению, температуре;
- дата и производитель.

Маркировка PEX труб
Важно помнить, что диаметр зависит от типа трубопровода:
- 50 — 60 мм отопление и вода;
- 40 — 50 мм для стояков в жилых домах;
- 20 — 30 мм для коттеджей;
- 16 — 20 мм для теплых полов, отопления, горячей воды;
- до 15 мм на подводку водопроводных труб к кранам.
Совет! Необходимо перед покупкой труб правильно произвести расчет длины труб, которую умножают на 1,2, чтобы при непредвиденных обстоятельствах был небольшой запас.
Особенности монтажа и эксплуатации
Не предусматривает сварочных работ, он совершается при помощи соединительных фитингов для труб. Работы по сборке конструкции проводятся двумя способами: компрессионным и напрессовочным или неразъемным. Напрессовачный способ считается более прочным, поэтому его рекомендуют использовать для сборки труб горячей воды и . Монтаж систем компрессионным способом пошагово:
- Подготавливают трубы и нужные отрезки ее, соединительные муфты, латунные фитинги, при необходимости тройники для труб, разводные или гаечные ключи, труборез.
- Трубы режут под идеально прямым углом.
- На предварительно подготовленную трубу, стыкуют гайку накидную от фитинга.
- Закрепляют в 1 см от кромки разрезанное кольцо.
- Штуцер фитинга вводят в трубопровод.
- Гайку на кольце закручивают ключом.
При сборке системы отопления, горячего водоснабжения рекомендованы пресс – фитинги, к корпусу которого крепится соединительная муфта. Она добавляет прочность стыковке.

Монтажные работы напрессовочным способом:
- Подготовка такая же, как у п. 1 при компрессионном способе.
- Обжимная гильза надевается на трубу.
- Диаметр разреза увеличивают до штуцера, вставляют его.
- Надевают плотно гильзу, спрессовывают ее пресс клещами.
Ошибочные представления
Многие ошибочно думают, что трубы можно купить одной фирмы, а фитинги от другой. Производители рекомендуют покупать полный комплект продукции одного изготовителя, чтобы все элементы идеально подходили друг к другу. Использование материалов одной фирмы дает 100% гарантию совместимости, долгую эксплуатацию.
Сшитый полиэтилен или металлопластик, что выбрать
Часто встает вопрос, при замене или обустройстве любого трубопровода, что лучше выбрать полиэтилен или металлопластик. Оба материала гибкие, прочные, а так же устойчивые к коррозии. Их относительно просто собирать – не нужно ничего сваривать. А собирать трубопровод из металлопластика еще и легче, чем изделия Рех, не надо бояться за повреждение защитного слоя.
Металлопластик имеет незначительно, но выше теплопроводность, однако только Рех могут спокойно перенести замерзание воды внутри теплоносителя. Рех изделия в отличие от металлопластика легко возвращают свою форму.
Показатели по выдерживанию давления и температурных максимумов у данных изделий вполне схожи. Поэтому, при выборе нужно руководствоваться по соотношению цен и нюансами в эксплуатации трубопроводов.
Бесспорно, трубы из сшитого полиэтилена являются современным высокотехнологичным материалом, отвечающим всем современным требованиям цивилизации. Несмотря на незначительные минусы, которые можно свести к минимуму, трубопровод из сшитого полиэтилена, собранный по инструкции, будет радовать Вас, долгие десятилетия.